SAE
Grade |
S
wt% |
Process |
Iter |
Fat.Str.
@ N=106
(MPa) |
YS
(MPa) |
UTS
(MPa) |
%RA |
%ELong.
| BHN |
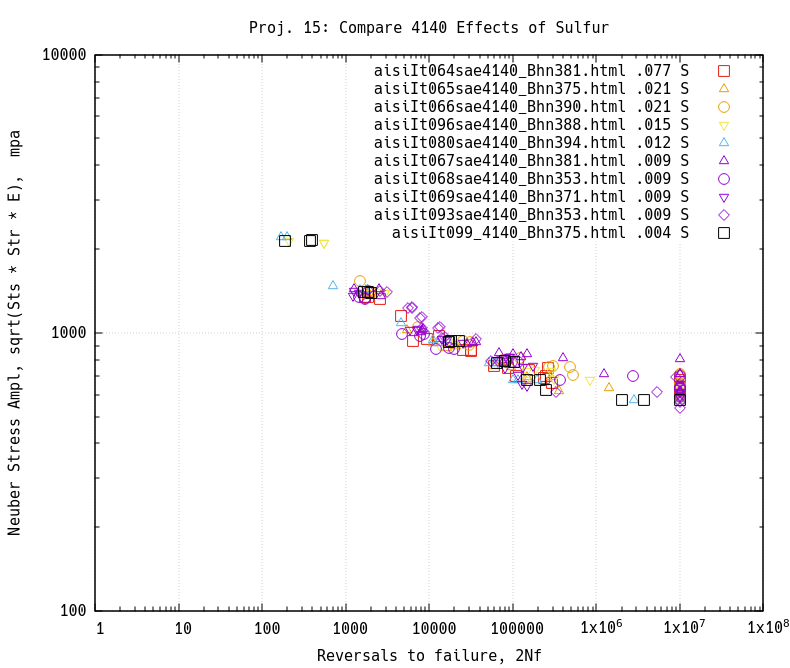
| 4140 |
.077 |
High Sulfur, Billet Forged to Test Block,
Normalized, Quench + Temper, Transv. Tested |
77 |
309 |
1602 |
1680 |
1.5 |
3.0 |
477 |
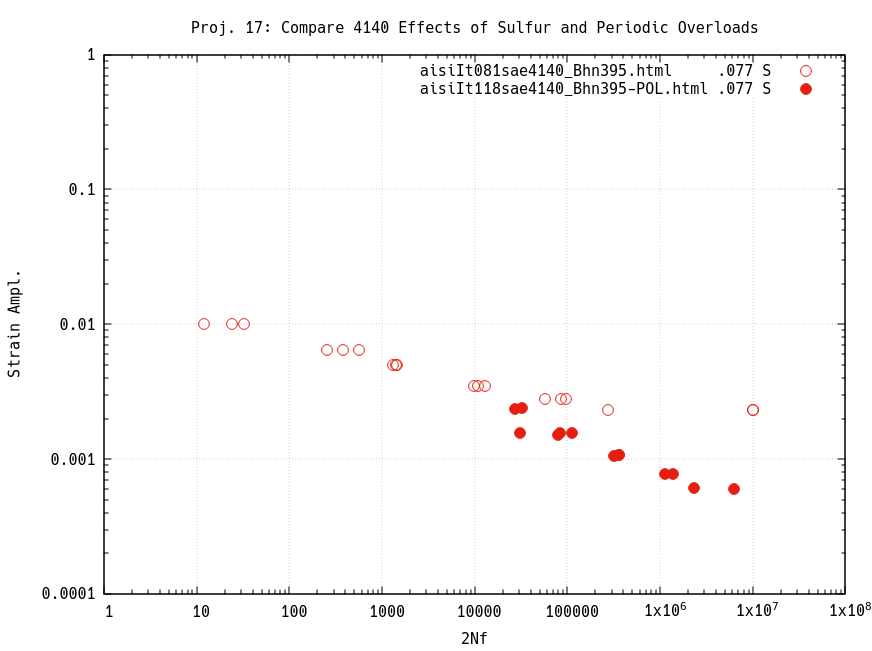
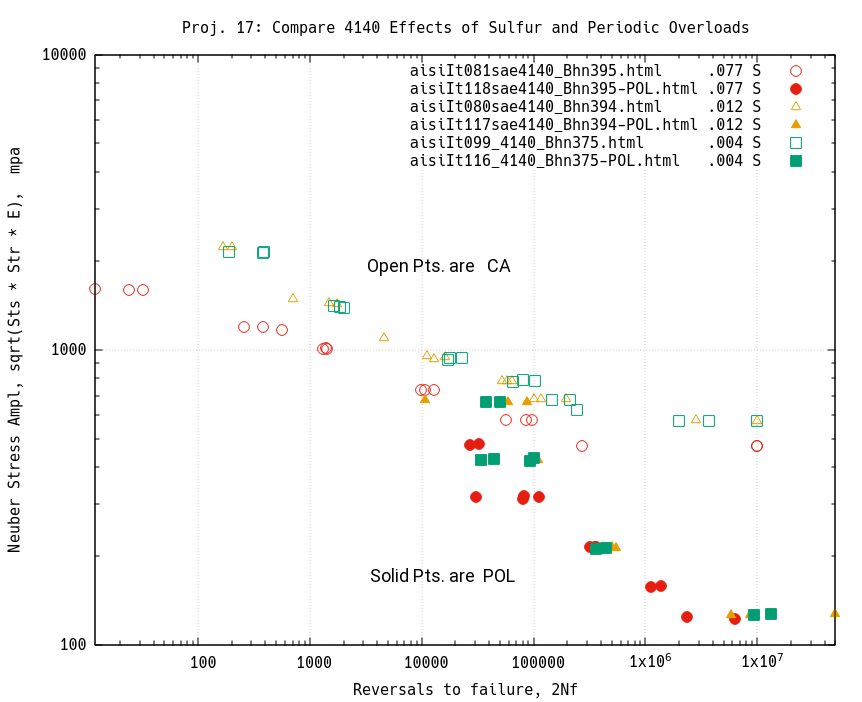
| 4140 |
.077 |
High Sulfur, Billet Forged to Test Block,
Normalized, Quench+Temper, Transv. Tested |
81 |
429 |
1263 |
1299 |
1.3 |
1.5 |
395 |
| 4140 |
.077 |
High Sulfur, Billet Forged to Test Block,
Normalized, Quench+Temper, Transv. Tested, POL |
118 |
|
1263 |
1299 |
1.3 |
1.5 |
395 |
| 4140 |
.077 |
High Sulfur, Mill Induction Hardened
Longitudinal |
97 |
575 |
1167 |
1240 |
47.2 |
24.7 |
417 |
| 4140 |
.021 |
Quenched and Tempered |
30 |
437 |
929 |
1043 |
61.3 |
30.8 |
325 |
| 4140 |
.021 |
Quenched and Tempered |
64 |
603 |
1297 |
1390 |
48.3 |
18.5 |
380 |
| 4140 |
.021 |
Quenched and Tempered |
65 |
608 |
1306 |
1401 |
48.2 |
22.0 |
375 |
| 4140 |
.021 |
Quenched and Tempered |
66 |
626 |
1330 |
1537 |
42.1 |
19.7 |
388 |
| 4140 |
.015 |
Low Sulfur, Mill Induction Hardened,
Longitudinal |
96 |
602 |
1158 |
1248 |
47.5 |
24.5 |
409 |
| 4140 |
.012 |
Low Sulfur, Billet Forged to Test Block,
Normalized, Quench+Temper, Transv. Tested |
76 |
588 |
1669 |
1924 |
15.7 |
8.5 |
477 |
| 4140 |
.012 |
Low Sulfur, Billet Forged to Test Block,
Normalized, Quench+Temper, Transv. Tested |
80 |
555 |
1291 |
1380 |
23.6 |
23.0 |
394 |
| 4140 |
.012 |
Low Sulfur Billet Forged to Test Block,
Normalized, Quench+Temper, Transv. Tested, POL |
117 |
|
1291 |
1380 |
23.6 |
23.0 |
394 |
| 4140 |
.009 |
Quenched and Tempered |
67 |
697 |
1314 |
1446 |
52.1 |
27.3 |
380 |
| 4140 |
.009 |
Quenched and Tempered |
68 |
679 |
1255 |
1355 |
38.8 |
24.2 |
352 |
| 4140 |
.009 |
Quenched and Tempered |
69 |
730 |
1341 |
1474 |
52.5 |
28.2 |
375 |
| 4140 |
.009 |
Induction Thru Hardened |
93 |
552 |
1363 |
1514 |
48.0 |
19.0 |
352 |
| 4140 |
.004 |
Ultra-Low Sulfur, Billet Forged to Test Block,
Normalized, Quench+Temper, Transv. Tested |
98 |
638 |
1622 |
1818 |
42.6 |
18.7 |
477 |
| 4140 |
.004 |
Ultra-Low Sulfur, Billet Forged to Test Block,
Normalized, Quench+Temper, Transv. Tested |
99 |
574 |
1261 |
1333 |
44.0 |
30.8 |
375 |
| 4140 |
.004 |
Ultra-Low Sulfur, Billet Forged to Test Block,
Normalized, Quench+Temper, Transv. Tested, POL |
116 |
|
1261 |
1333 |
44.0 |
30.8 |
375 |
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}